317.773.3885
|
|
Menu
Request Quote
Close
About Us
Industries Served
Products
Feeders
Tracks
Controllers
Bulk Supply Hoppers
Sound & Dust Enclosures
Inspection Gauging & Sorting
Orienting Rolls
Escapements, Placements, and Assembly Mechanisms
Bowls
Polycast Bowls
Vibratory Feeder Bowls
Drives
Feeder Bowl Drives
Vibratory Bowl Drives
Vibratory Straight Line Drives
Machine Bases & Tables
Replacement / Spare Parts
Services
Resources
Case Studies
Gallery
Procedure & Instructions
Technical Information & Drawings
Terminology
Videos
Request Drawing Files / 3D Models
Contact Us
Home
>
Technical Information & Drawings
Technical Information & Drawings
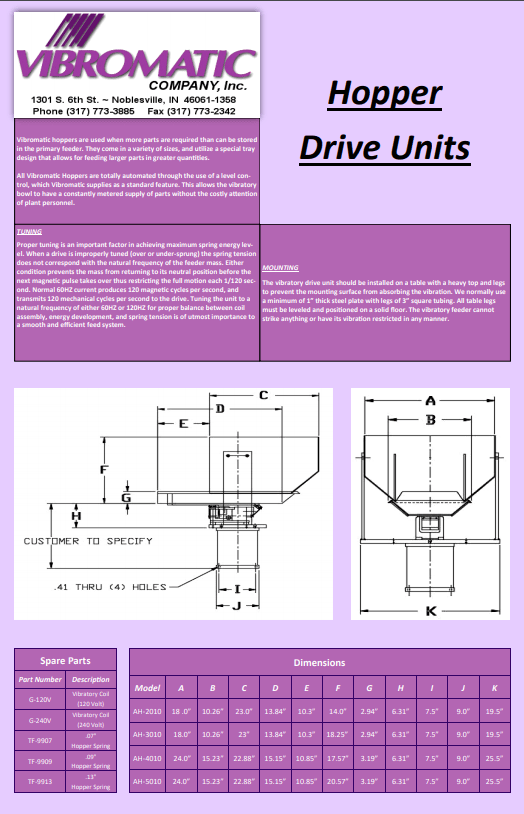
Hoppers
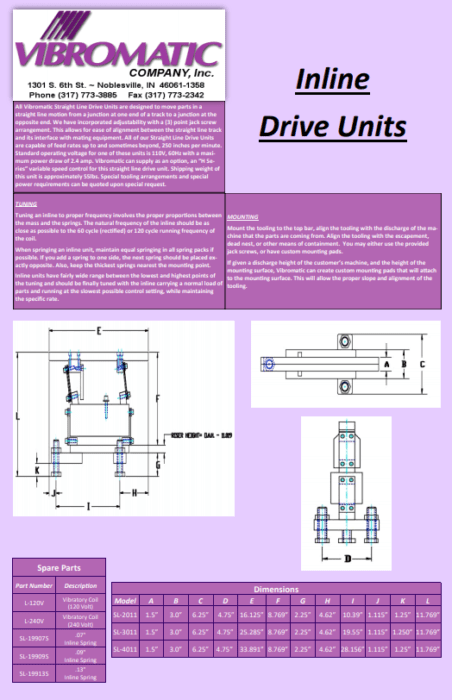
Inline
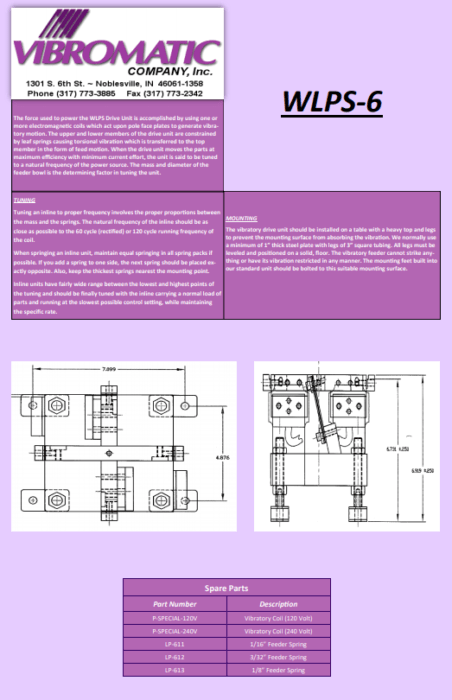
WLPS-6
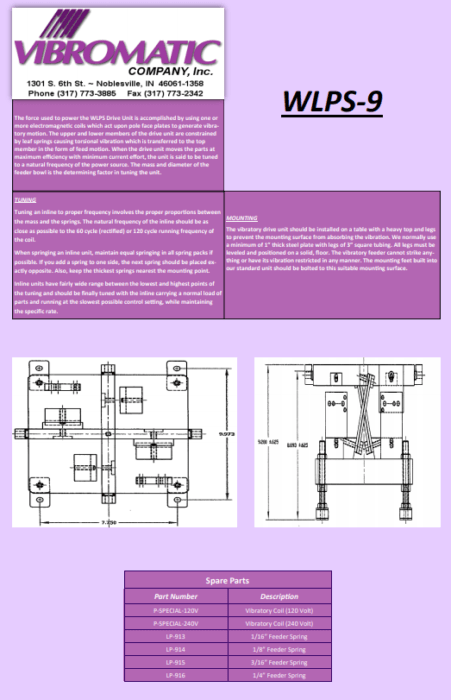
WLPS-9
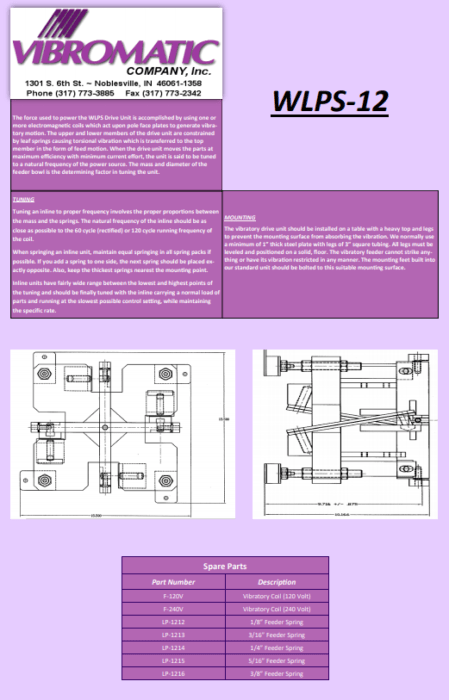
WLPS-12
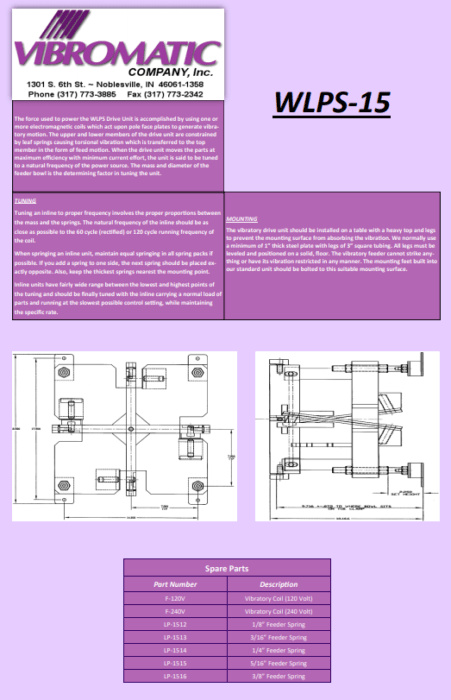
WLPS-15
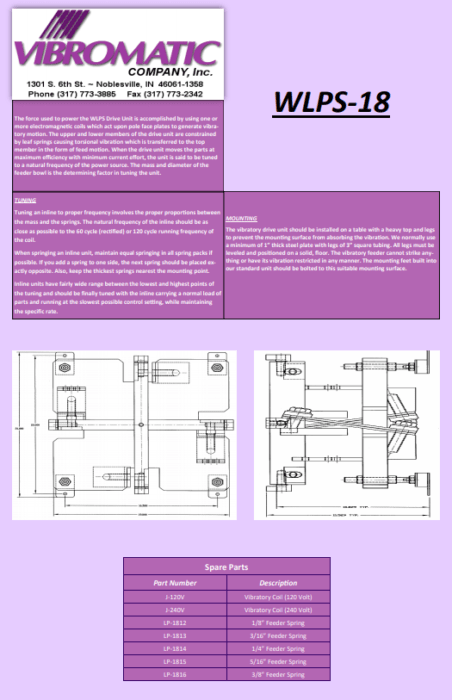
WLPS-18
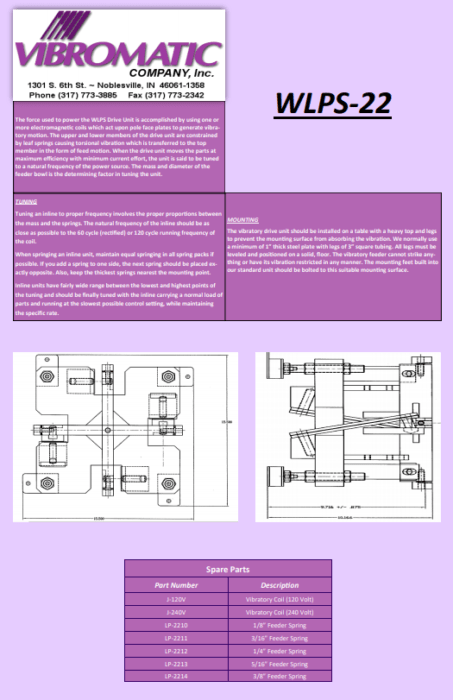
WLPS-22
Quick Quote
Name
Company
Email
Details of your request
CAPTCHA
Δ